OEM Factory for Vitamin B2 - REB-A PRODUCTS (RA) 98%-99% – Ruisheng

OEM Factory for Vitamin B2 - REB-A PRODUCTS (RA) 98%-99% – Ruisheng Detail:
PRODUCT NAME:


2. GENERAL DESCRIPTION:
2.1Product Description
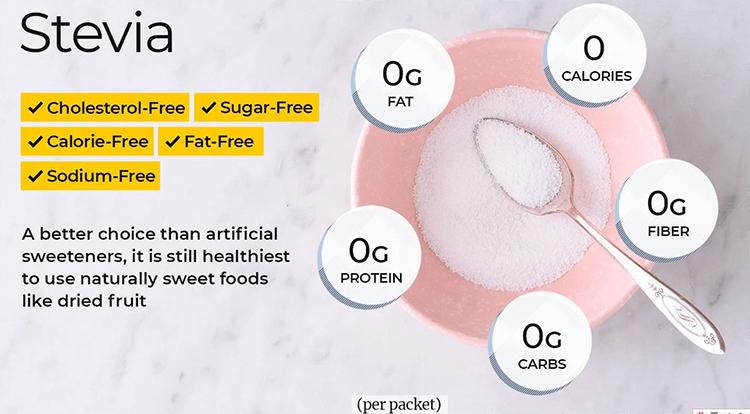
Stevia Plant is in the sunflower family and is related to lettuce and marigolds. Also known as sweet leaf and sugar leaf. Stevia is a type of plant that has very sweet leaves. These leaves have been used to sweeten drinks and as a sugar substitute.
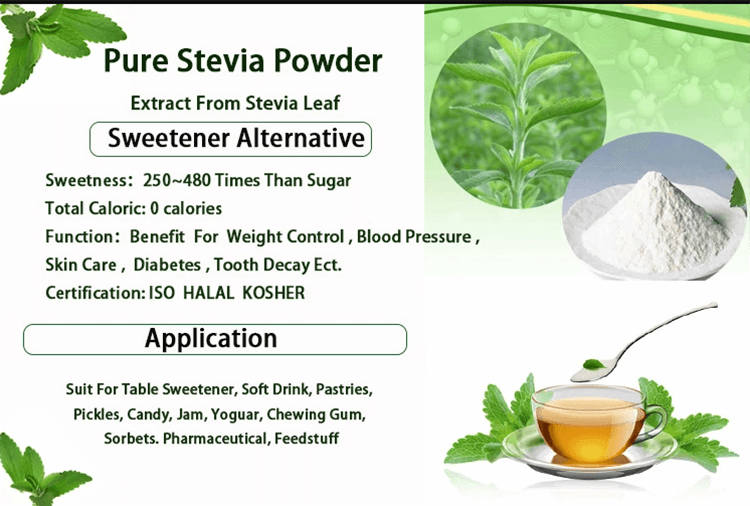
Stevioside is 250 times sweeter than sucrose, and have the potential to serve as non-caloric sweeteners. Stevioside is already in use as a food sweetener in a number of South American and Asian countries.
Stevioside as a new natural sweet agent, been widely used in foods, drinks, medicines and daily chemicals. Broadly speaking, in all the sugar products, the stevioside can be used to take the place of cane sugar.
Total Content ≧ 99%, RA ≧ 98%
RA 98% is the latest product manufactured according to the FDA standard. With the Reb-A concentration increased to 98%, Reb-A 98% is excellent sweet with fresh, cool and lasting taste. The sweetness of Reb-A 98% is about 450 times to sucrose.
Total Content ≧ 99.5%, RA ≧ 99%
RA 99% is further improvement from Reb-A 98%. Till now, it is the optimal product specifications of our copany, which embodies the advanced technology of our company.
The worst component of stevia is Rebaudioside C. The content of RC in SG 90% IS ABOUT 5%-8%, This is the reason of the bitter taste in stevia. The content of RC in Reb-a 90% is reduced to below 0.1%. Comparative data shows that the taste of Reb-A 99% is almost the same as sucrose, thus Reb-A 98% can be widely used in high grade food and health-care industry. The sweetness of Reb-A 99% is about 450 times to sucrose.
2.2 Function
1). Stevia dry leaves extract powder helps solve various skin problems;
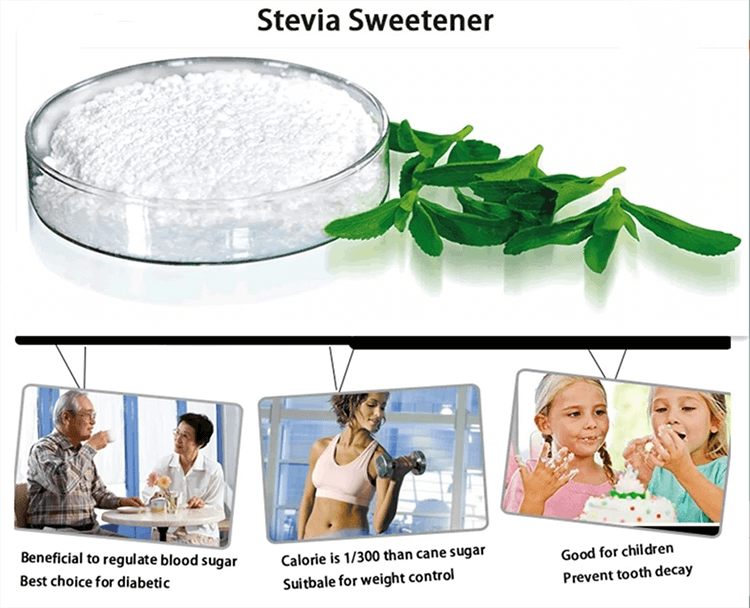
2). Stevia dry leaves extract powder can control high blood pressure and blood sugar levels;
3). Stevia dry leaves extract powder helps lose weight and reduce cravings for fatty foods;
4). Stevia dry leaves extract powder can anti-bacterial properties help prevent minor illness and cure minor wounds;
5). Adding stevia dry leaves extract powder to your mouthwash or toothpaste results in improved oral health;
6). Stevia dry leaves extract powder induced beverages lead to improved digestion and gastrointestinal functions besides providing relief from upset stomachs.
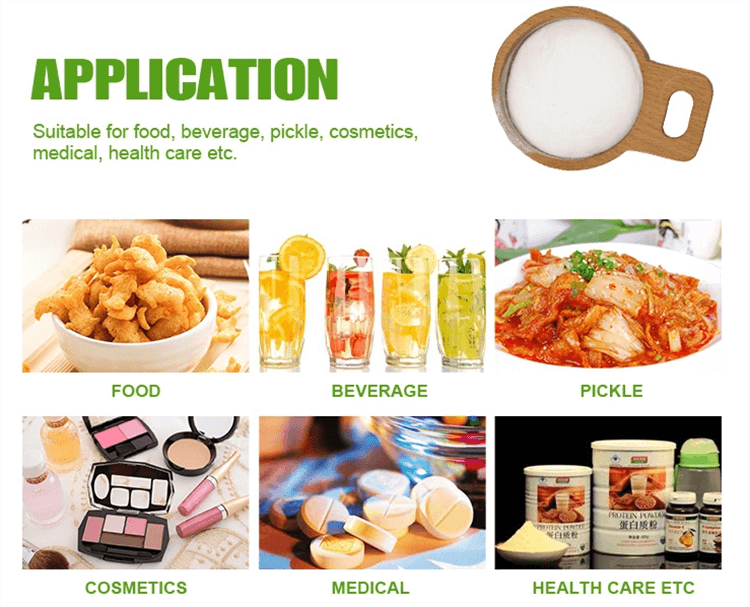
2.3 Application
1).Applied in the food field, it is mainly used as a non-calorie food sweetener.
2).Applied in other products, such as beverage, liquor, meat, daily products and so on.
3).Applied in pharmaceutical field, it is approved to use in medicine, and developing many new products in few years.
3. PACKAGING
Inner Packing: Food-grade double-layer polyethylene plastic bags
External Packing: Carton or Drum
Volume: 1. Carton: 0.089 m³/Carton ; 2. Drum:0.075 m³/ Drum
Gross Weigh: 23kg/carton or drum, 28kg/carton or drum,
Net Weight: 20kg/carton or drum, 25kg/carton or drum
Note: We can pack the product according to customers’ requirements.
4. LABELING:
Package label includes: Product Name, Product code, Batch/Lot No., Gross Weight, Net Weight, Prod Date, Expiry Date, Storage Conditions.
5. SHELF LIFE & STORAGE
12 Month in Normal Temperature; 24 Months from production date under recommended storage conditions;
Storage Conditions: Should be Sealed and Stored on the pallet, away from the wall and ground, under Clean, Dry,Cool and Ventilated Conditions without other odorants, at the temperature below 22 ℃(72℉)and below relative humidity of 65% (RH<65%).
6. CERTIFICATIONS:
HACCP, HALAL, IFS, ISO14001: 2004, OHSAS 18001: 2007
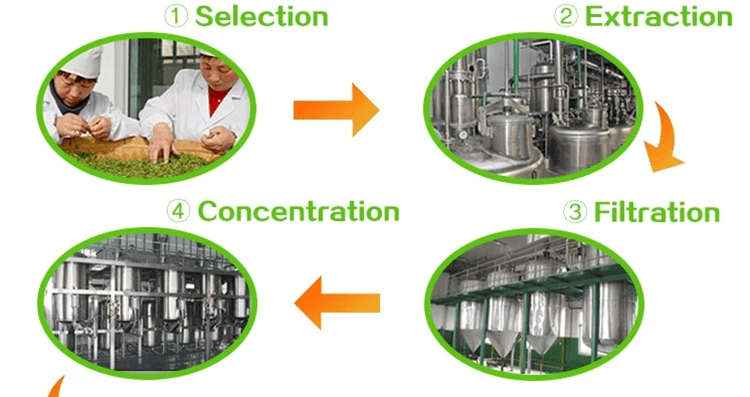
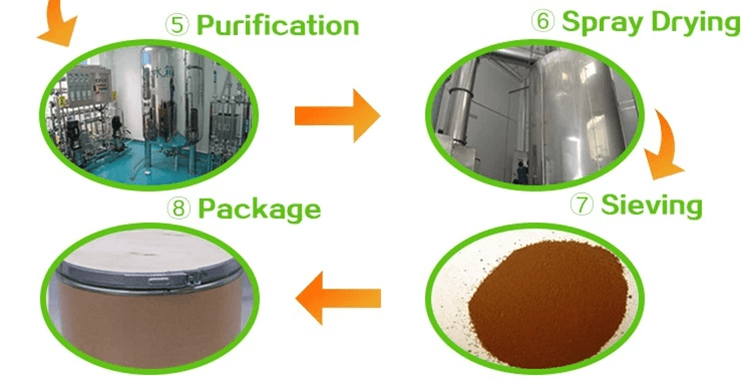
Product detail pictures:



Related Product Guide:
Our enterprise since its inception, constantly regards product good quality as organization life, constantly improve production technology, strengthen merchandise high quality and continuously strengthen enterprise total good quality administration, in strict accordance with all the national standard ISO 9001:2000 for OEM Factory for Vitamin B2 - REB-A PRODUCTS (RA) 98%-99% – Ruisheng, The product will supply to all over the world, such as: Swansea, Norway, Mauritania, Meanwhile, we're building up and consummating triangle market & strategic cooperation in order to achieve a multi-win trade supply chain to expand our market vertically and horizontally for a brighter prospects. development. Our philosophy is to create cost-effective products, promote perfect services, cooperate for long-term and mutual benefits, firm a comprehensive mode of excellent suppliers system and marketing agents, brand strategic cooperation sales system.
We have been cooperated with this company for many years, the company always ensure timely delivery ,good quality and correct number, we are good partners.





